概要 電子ビーム溶解機
Electron beam melting (EBM) is an additive manufacturing technology used to fuse metal powders into fully dense parts layer-by-layer using a high power electron beam under vacuum conditions. EBM machines offer unmatched build speeds and mechanical properties unachievable with other metal 3D printing methods.
Key attributes of EBM technology include:
Table 1: Overview of Electron Beam Melting Technology
| 属性 | 説明 |
|---|---|
| 熱源 | High intensity electron beam |
| 環境 | 高真空 |
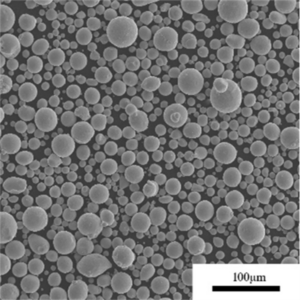
| 原料 | 金属製パウダーベッド |
| ビーム制御 | Electromagnetic lenses and coils |
| ビルドモード | Layer-by-layer metal powder fusion |
| アプリケーション | Aerospace, medical, automotive, tooling |
By leveraging precise beam focusing and rapid scanning, EBM fuses conductive materials like titanium, nickel alloys, tool steels, and refractory metals into fully dense components with superior properties exceeded only by wrought products.
The controlled vacuum environment prevents contamination while the intelligent energy delivery and high preheat temperatures minimize residual stresses leading to warp or cracks.
Understanding these core principles helps illustrate why EBM delivers exceptional mechanical performance tailor-made for the most demanding industry applications.

Types of Electron Beam Melting Systems
There are several categories of EBM systems on the market offering build volumes, beam power levels, and production capacities catering to different industry needs.
Table 2: Types of Electron Beam Melting Systems
| マシンクラス | ビルド・サイズ | ビームパワー | 代表的なアプリケーション |
|---|---|---|---|
| Small platforms | 150 mm cubes | 3-4 kW | Dental copings, medical devices |
| 標準プラットフォーム | 200 x 200 x 350 mm | 6-8 kW | 航空宇宙部品、工具 |
| ミッドレンジ・プラットフォーム | 400 x 400 x 400 mm | 14~16kW | Automotive parts, larger aerospace components |
| Large platforms | 800 x 800 x 500 mm | 30~60 kW | 構造用ブラケット、タービンブレード |
Larger machines allow bigger parts for industries like aerospace or automotive to optimize assemblies. Smaller, lower power systems target high value components in the dental and wider medical space.
Most EBM providers now offer modular architectures allowing capacity, build volume, and beam power scalability to match rising production demands over time.
Fundamentals of Electron Beam Melting Process
The core subsystems and processing steps involved in EBM additive manufacturing encompass:
表3:電子ビーム溶解の基礎の概要
| ステージ | 機能 | 主要コンポーネント |
|---|---|---|
| 1.パウダーハンドリング | Distribute layers of fresh material | パウダーホッパーとレーキ |
| 2.ビーム生成 | Create and accelerate electron beam | タングステンフィラメント陰極、陽極電圧 |
| 3.ビーム集束 | Electromagnets converge beam | 磁気コイルレンズ |
| 4. Beam deflection | 直接集束ビーム位置 | 偏向コイル |
| 5.真空システム | 汚染のない環境を確保 | Pumps, valves, sensors |
| 6.制御システム | すべての機能の調整と監視 | コンピュータ、ソフトウェア、センサー |
Integrated operation of these subsystems lets EBM efficiently build parts layer-by-layer from metal powder feedstock:
- Rapid beam deflection and scanning fuses material precisely with exceptional speed
- Vacuum environment removes gases preventing contamination
- Automatic powder distribution ensures high density
- Feedback sensors provide dimensional accuracy
- Robust controls sequence the entire build process
This combination of a pure metal powder consumable with a high intensity beam heat source in a vacuum production environment facilitates previously impossible materials performance.
Grasping these foundational principles assists buyers in selecting the optimum EBM system meeting their manufacturing productivity, quality, and application requirements.
Key Specifications of 電子ビーム溶解機
When purchasing EBM equipment for metal additive manufacturing, there are numerous performance-driving specifications buyers must evaluate based on their production objectives and facility constraints.
Table 4: Key Electron Beam Melting Machine Specifications
| パラメータ | 典型的な範囲 | 重要性 |
|---|---|---|
| ビームパワー | 3-60 kW | Build rate, maximum part size |
| ビーム速度 | 最大8 m/s | Productivity, layer times |
| スポットサイズ | 50-200 μm | 解像度、微細な特徴の定義 |
| ビーム電流 | 1-50 mA | Material compatibility, tuning optimization |
| 加速電圧 | 30~150kV | Melt pool depth, leftover powder |
| 真空 | 5 x 10-5 mbar | 純度、素材の完全性 |
| パウダー層の厚さ | 50-200 μm | Vertical resolution, final density |
Factors like beam power, scanning speeds, minimum feature sizes, and powder layer thickness dictate suitable equipment selection aligned with productivity objectives and application requirements.
Other key considerations include:
- 制御ソフトウェア – Adaptive build set up tools, automation, data analytics/monitoring capabilities
- Materials palette – Number of pre-qualified materials indicating application range
- Ancillary equipment – Supplementary powder handling tools, post-processing, heat treatment ovens
- サービス – Maintenance contracts, application optimization assistance, operator training, machine transport
Evaluating specifications against current and future expectations facilitates smart investments in EBM capacity.
Economics of Electron Beam Melting Adoption
Aside from equipment acquisition costs averaging $800,000 to $2.5 million, manufacturing organizations must model the entire production economics from bringing EBM in-house.
表5:EBMの加工経済性のまとめ
| コスト要素 | レンジ |
|---|---|
| Machine platform | $800,000~$2,500,000 |
| 施設インフラ | $100,000~$500,000 |
| Installation services | $50,000~$250,000 |
| Supplementary powder handling tools | $50,000~$150,000 |
| Annual materials usage | $100,000~$800,000 |
| Consumables/replacement parts | $20,000~$100,000 |
| Labor (operators, engineers) | 1 to 3 technicians per system |
| エネルギー消費 | $15,000~$50,000 |
| メンテナンス契約 | $50,000~$150,000 |
Aside from equipment acquisition falling between $800,000 to over $2 million for industrial platforms, other variables influencing operating costs and profitability encompass:
- Material usage – Metal powder contributes up to 30% towards costs per part
- 労働 – Staffing requirements driven by manual vs automated post-processing needs
- Facility – Installation services, safety, and utility expenses add up
- メンテナンス – Preventative upkeep is vital for production throughput and quality
- Optimization – Balancing productivity versus defect rates and manual interventions
Analyzing these factors before acquiring EBM capacity facilitates realistic business planning. Accurate cost modeling and production scenario analysis improves visibility into risks and profitability outlooks.
Popular Materials for EBM
Thanks to a tightly controlled vacuum environment combined with high beam intensities, EBM uniquely facilitates processing reactive, refractory, and custom alloys otherwise difficult to manufacture using conventional means.
**Table 6: Common Alloy Systems Leveraging EBM Benefits **
| 素材クラス | 合金例 | アプリケーション |
|---|---|---|
| チタン合金 | Ti-6Al-4V, Ti-6Al-4V ELI | Aerospace airframes and engines |
| ニッケル超合金 | インコネル718、インコネル625 | タービンブレード、ロケットノズル |
| 工具鋼 | Maraging 300, H13 | Injection molds, tooling plates |
| コバルトクロム合金 | CoCrMo、CoCrW | Medical and dental implants |
| 耐火金属 | Tantalum, Tungsten | High temperature furnace elements, shielding |
The most popular alloy systems for EBM remain titanium alloys for structural components, nickel superalloys for extreme environments, and medical grade cobalt chrome formulations.
However, EBM also unlocks innovations utilizing reactive metals like aluminum or niobium rarely processable otherwise. Combined with flexible powder mixing options, research bureaus exploit EBM benefits for designing new alloys compositions tailored around specific property requirements.
Benefits of Electron Beam Melting
Aside from extremely rapid build speeds unmatched by other powder bed fusion techniques, EBM offers additional technical and economic advantages making it the ideal process for critical commercial and defense applications.
**Table 7: Primary Benefits of Electron Beam Melting **
| ベネフィット | 説明 |
|---|---|
| 高い蒸着率 | Up to 10x faster builds than laser-based systems |
| 優れた材料特性 | Improved beyond cast or wrought alternatives |
| High production density | Approaches 100% thanks to high beam energy in vacuum environment |
| Very low residual stress | 70-90% less distortion reduces machining allowance needs |
| Exceptional repeatability | Tight tolerances and mechanicals from automated building |
| デザインの自由度 | Internal channels, bionic structures, weight reduction |
| パート統合 | Assemblies combined into single components |
Specific examples where EBM delivers value encompass:
生産性
- Manufacturing hip implant assemblies 5x faster by leveraging larger build volumes produce more units simultaneously
- Consolidating aerospace landing gear component inventories from 30 to 2 parts via EBM optimization efforts
パフォーマンス
- Offering better fatigue resistance in cobalt chrome dental copings over casting
- Achieving cleaner Inconel 718 microstructures completely free of porosity defects from traditional nickel superalloy castings
品質
- Ensuring zero internal stresses in Ti-6Al-4V medical components thanks to high pre-heat, reducing scrap rates
- Preventing contamination defects in reactive Ta and Nb alloys by leveraging vacuum processing environment
Thanks to faster builds and exceptional materials properties impossible with other metal AM or conventional techniques, EBM is the foremost solution for production applications requiring the highest levels of mechanical performance.
概要 電子ビーム溶解機 サプライヤー
A variety of established industrial manufacturers and specialized new entrants provide electron beam melting solutions scalable from research to high volume production across aerospace, medical, automotive, and industrial sectors.
Table 8: Leading Electron Beam Melting System Manufacturers
| サプライヤー | 詳細 | ターゲット・セグメント |
|---|---|---|
| GEアディティブ | Pioneered EBM technology | 航空宇宙、医療、自動車 |
| シャキー | Largest envelope size | 航空宇宙構造 |
| ウェイランド添加剤 | Budget metal AM platforms | Small machine shops |
| 日本電子 | Research grade EBM systems | 大学 |
| ナノディメンション | Multi-material capabilities | エレクトロニクス、防衛 |
Industry leader Arcam EBM, now part of GE Additive, established early leadership thanks to patented solutions and continues dominating the established medical implant and aerospace categories.
Meanwhile, new entrants like Wayland aim to expand adoption by targeting small and medium manufacturers with economical starting platforms.
Collaborations on materials, part qualification, and machine optimization between producers, researchers, and end-user groups will ultimately expand EBM penetration across further critical applications.
Future Outlook for Electron Beam Melting Adoption
Propelled by superior production speed capabilities plus exceptional mechanical properties impossible with other metal additive or conventional process, EBM adoption appears positioned for massive expansion across aerospace, medical device, automotive, and industrial categories over the next 5-7 years.
Broader awareness of EBM benefits beyond prototyping into full-scale production is expected to drive equipment investments as organizations leverage 3D printing to reshape supply chains.
Larger build envelopes now commercially accessible also enable consolidation of assemblies into fewer components, further optimizing inventory logistics and lead times.
However, declines in system costs combined with increased materials availability must continue improving smaller manufacturers’ access to EBM technology. Streamlining ancillary powder handling tools and post-processing workflows will also simplify adoption.
Overall, EBM sustains strong momentum to penetrate an increasingly wider range of production applications thanks to unmatched deposition rates and exceptional resultant material properties relative to alternate metal additive or legacy fabrication processes.
よくあるご質問
Q: What facility infrastructure is needed to support EBM?
A: Expect 500+ sq. ft for the machine itself, with more space for powder handling stations and post-processing. Concrete floor reinforcement for 12,000+ lb equipment loads is typical.
Q: How many operators per EBM machine are required?
A: One technician can support several EBM units depending on automation level and production volumes. Additional staff handles powder operations, post-processing tasks, maintenance, and engineering.
Q: What materials cannot be processed with EBM technology?
A: Non-conductive polymers cannot be processed with electron beams. But EBM accommodates practically any conductive metal alloy system otherwise manufacturable.
Q:EBM技術にはどのような安全上のリスクがありますか?
A: High power electron beam voltages pose arc flash risks requiring proper enclosures and controls. Reactive metal powder exposure also requires protocols for fire and inhalation dangers necessitating protective equipment and training.
Q: Does EBM require any secondary heat treatment?
A: Certain alloys benefit from heat treatment to further enhance microstructures and tailor mechanical properties. However, the rapid solidification cycles and high pre-heat temperatures intrinsic to the EBM process typically eliminate these post-processing steps.